

 ENG
ENGОпис і рекомендації - Plexiglas Optical HC — акрил стійкий до подряпин

ОЧИЩЕННЯ ПЛАСТИКУ
Видалення захисної плівки призводить до утворення електростатичного заряду на поверхні листа. Цей заряд притягує атмосферний пил та інші дрібні частинки. Перед подальшою роботою рекомендовано піддати лист антистатичній обробці (наприклад, обдування іонізованим стисненим повітрям або ручне очищення тканини за допомогою Cosmofen 20, змоченою відповідними антистатичними агентами). Не слід проводити сухе очищення, тому що воно призводить до появи подряпин та інших пошкоджень. Для догляду за листами в більшості випадків буде достатньо теплої води, м'якої губки та мийних засобів. Ніколи не використовуйте засоби, що містять абразивні частинки або розчинники. Перед застосуванням мийного засобу необхідно його попередньо протестувати. Відразу після використання активних хімічних речовин промийте лист великою кількістю води з мийним засобом і висушіть за допомогою м'якої тканини (рукавичкової) або замші.
СУШКА
У процесі зберігання більшість пластмас поглинає вологу. Під час обробки матеріалу за високої температури волога, яка міститься в ньому, може викликати появу бульбашок. Для усунення вологи рекомендовано сушку матеріалу за температури нижчої від точки розм'якшення. Захисну плівку слід видалити перед сушінням для того, щоб повітря вільно циркулювало на поверхні. Також, щоб волога не проникла знову й не виникло внутрішнє напруження, листам потрібно відвести тривалий час для охолодження.
Важливо! Під час нагрівання матеріалу до температури розм'якшення захисне покриття може бути пошкоджено.
ЗНЯТТЯ ВНУТРІШНІХ НАПРУЖЕНЬ
Екструдований акрил зберігає в собі залишкове внутрішнє напруження, яке виникає в момент екструзії листа. Що стосується литого акрилу, то він накопичує досить невелике внутрішнє напруження в процесі виробництва, що ніяк не позначається на його подальшому застосуванні. Такі операції з пластмасами, як механічна обробка, порізка лазером, термоформування, позмінний нагрів, сприяють тому, що в них (включаючи литий акрил) скупчуються розтягувальні напруги, які призводять до утворення тріщин у разі контакту з роз'їдними речовинами, наприклад розчинником друкарської фарби, випарами мономерів, пластифікаторами герметиків або захисної плівки, деякими мийними засобами. Виключити випадковий контакт з роз'їдними речовинами неможливо, саме тому внутрішні напруження мають бути усунені. Для цього необхідно здійснити операцію відпуску.
Важливо! Під час нагрівання матеріалу до температури розм'якшення захисне покриття може бути пошкоджено.
РІЗАННЯ ПИЛАМИ
Використовуються циркулярні, стрічкові й ножівкові пилки. Варто використовувати тільки ріжучі полотна, які підходять для акрилу.
|
|
Циркулярна пила |
Стрічкова пила |
|
Задній кут різця |
15–20° |
30–40° |
|
Передній кут різця |
0–5° |
0–8° |
|
Відстань між зубами |
10–20 мм |
3–8 мм |
|
Швидкість різання |
3000 м/хв |
1000–3000 м/хв |

ПОРІЗКА ЛАЗЕРОМ
Листи органічного скла легко ріжуться лазером СО2, при цьому виходять прозорі торці. Операційна продуктивність лазера 100-250 Вт. Необхідне продування інертним газом і видалення парів мономерів. Зі збільшенням товщини матеріалу утворюються скошені кути порізу, які не є перпендикулярними до поверхні листа.
Високе теплове навантаження на ділянці порізу генерує внутрішнє напруження, яке може з’являтися у разі взаємодії з агресивними речовинами. Наприклад, під час склеювання поверхня матеріалу покривається «тріщинами».
Відпуск деталей за температури 70-80°С знімає напругу й запобігає появі тріщин.
ФРЕЗЕРУВАННЯ
Використовуються універсальні профільні, шпиндельні та ручні фрези за швидкості 4500 м/хв.
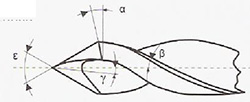
СВЕРДЛІННЯ
Можуть бути використані стандартні спіральні свердла для металу. Надмірна швидкість подачі спричинить крихке руйнування матеріалу. Під час свердління матеріалу товщиною більше 5 мм знадобиться охолодження. Крім цього, необхідно часто витягувати свердло для видалення стружки.
|
|
Спіральне свердло |
|
Задній кут різця a |
3-8° |
|
Кут закручування b |
12-16° |
|
Кут при вершині є |
60-90° |
|
Передній кут різця y |
0-4° |
|
Швидкість порізки |
25-80 м/хв |
|
Швидкість подачі |
0,1-0,2 мм/об. |
ГАРЯЧЕ ЗГИНАННЯ
Нагрівання може бути виконане ниткою розжарення або нагрівальним прутком. Час нагріву залежить від використовуваного обладнання і збільшуватиметься зі зростанням товщини матеріалу. У разі досягнення оптимальної температури листа близько 120–130°С залишається тільки слабкий опір вигину, і заготівля може бути зігнута.
Ширина нагріву повинна бути в 3-5 разів більша за товщину листа.
ХОЛОДНЕ ЗГИНАННЯ
Не рекомендовано.
Для дугоподібних склепінь мінімальний радіус згину повинен становити 330/товщину листа.
ТЕРМОФОРМУВАННЯ
Важливо! Під час нагрівання матеріалу до температури розм'якшення захисне покриття може бути пошкоджено.
Під час формування листів акрилу можуть бути використані гіпсові, сталеві охолоджувальні форми з епоксидної смоли або дерева, а також з литого алюмінію.
Якщо під час нагрівання з’являються бульбашки, це пов'язано з тим, що під час зберігання листи вбирають вологу, в цьому випадку їх перед формуванням слід просушити.
|
Температура листа при вакуумному формуванні, °С |
160-190 |
|
Температура листа при пневмоформуванні, °С |
140-160 |
|
Температура форми, °С |
60-90 |
|
Післяформівне зступання, % |
0,5-0,8 |
СКЛЕЮВАННЯ
Листи органічного скла можна склеювати між собою та з іншими матеріалами, отримуючи при цьому високоміцний і довговічний шов. Перед склеюванням бажано провести термообробку (випарювання вологи й зняття напруги матеріалу).
Фактори, що впливають на якість склеювання:
1. Тип поверхності.
Гладкі поверхні складніше склеювати, ніж шорсткі. Для поліпшення склейки гладких поверхонь необхідно їх підготувати: зачистити наждачним папером, знежирити, непрозорі пластики перед склеюванням протерти розчинником, наприклад Cosmofen 10.
2. Підготовка поверхні перед склеюванням — очищення та знежирення.
Під час склеювання за допомогою дифузійних клеїв (PMMA) досить легко відчистити поверхню від пилу. Розчинник, що міститься в клеях, замінює попереднє очищення.
3. Умови зберігання клею.
Рекомендована температура зберігання клею +15–25°С.
При цьому клеї не бояться низьких температур і можуть зберігатися і перевозитися за низьких (у т. ч. мінусових) температур.
Перед експлуатацією температура клею повинна бути підвищена до кімнатної, поступово, природним способом.
Виключити з використання мікрохвильові печі, окріп та батареї.
4. Вологість повітря під час склеювання.
Для ідеального склеювання ціаноакрилатними клеями потрібна вологість близько 50-70%. Як правило, в холодну пору року в приміщеннях близько 10-15% вологості. Тому взимку навіть у теплих приміщеннях швидкість схоплювання повільніша.
5. Час пресування.
Час пресування завжди вказано в технічних довідниках і супровідних характеристиках.
6. Температура в приміщенні, де відбувається склеювання.
У разі зниження температури на 10°С тривалість затвердіння збільшується вдвічі.
МЕХАНІЧНЕ З'ЄДНАННЯ
Листи акрилу кріпляться за допомогою механічних кріпильних засобів. Можна використовувати болти, гвинти, заклепки, двосторонні монтажні скотчі тощо.
Якщо з'єднання не потрібно часто розбирати, то можна використовувати саморізи.
ЗБЕРІГАННЯ ПЛАСТИКІВ
Листи рекомендовано зберігати в умовах незмінних температури та вологості. Листи слід розмістити на плоскій основі і тільки всередині приміщення, тому що матеріал не повинен піддаватися зміні погодних умов. У разі недотримання цих вимог може статися викривлення (хвилястість) плоскої поверхні, навіть якщо листи зберігаються у стосі та щільно прилягають один до одного. Залежно від умов зберігання і клімату пластикові листи можуть поглинати вологу, що проявляється під час подальшої обробки за високої температури, наприклад під час згинання або нагрівання перед термоформуванням. Видалити вологу можна за допомогою попереднього сушіння. Захисну плівку рекомендовано знімати тільки після завершення останньої операції. Захисна плівка має лише обмежену УФ- і термостійкість та не призначена для тривалого захисту в зовнішніх умовах. Якщо листи зберігаються ззовні, захисна плівка повинна бути вилучена не пізніше ніж через 4 тижні, оскільки вона може зруйнуватися, що значно утруднить її видалення і призведе до пошкодження поверхні листа.

|
|
|
|
|
|





«Пластікс-Україна» - великий дистриб'ютор матеріалів для сучасної рекламної індустрії, цифрового друку, декоративного оформлення фасадів та інтер'єрів, промисловості, будівництва та упаковки
© 1998-2026 Plastics Україна, всі права захищені
Всі авторські права на сайт Компанії належать ТОВ «Пластікс-Україна». Копіювання матеріалів можливе тільки з дозволу власника авторських прав